
www.industrie-afrique-du-nord.com
08
'16
Written on Modified on
L’usinage lourd – mais sûr
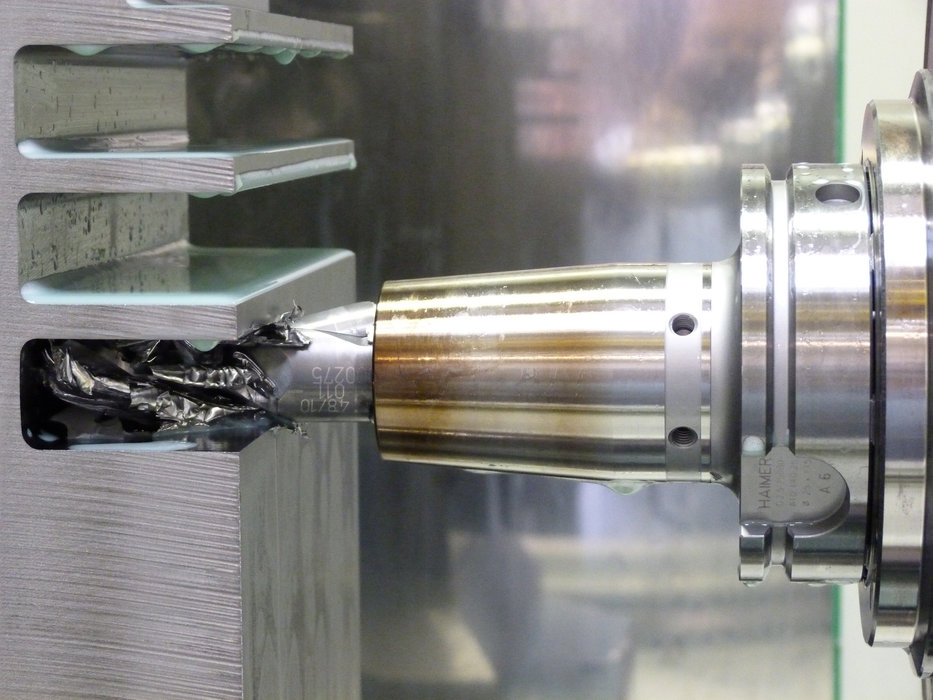
Si le porte-outil ne fait pas encore l’objet d’une attention suffisante, surtout dans l’usinage lourd, il contribue cependant de manière décisive au niveau dela productivité des opérations d’usinage. Et c’est grâce aux porte-outils de frettage spéciaux massifs,munis d’éléments d’entraînement et de gorges hélicoïdales se trouvant dans la queue de l’outil, que même des rainures d’une profondeur de 2 x D (50 mm) et plus peuvent maintenant être réalisées dans les matériaux parmi les plus difficiles à usiner, le tout avec une qualité élevée. Des essais d’application en conditions réelles chez le constructeur de machines-outils HELLER ont prouvé de façon significative l’effet positif du systèmeSafe-Lock™de HAIMER.
Dans les secteurs de l‘aéronautique et du spatial, de l’énergie et des constructions mécaniques, les responsables de production doivent aujourd’hui concilier rentabilité et stabilitéélevée des processus d’usinage de matériaux difficiles à usiner. La bonne nouvelle est que plus les défis augmentent, plus la technologie d’usinage évolue. La société Gebr. Heller MaschinenfabrikGmbH est depuis longtemps un générateur d’impulsions innovatives autour de ce sujet. L’entreprise allemandeest connue de longue date pour la grande qualité de ses centres d’usinage à quatre ou cinq axes, ses centres de fraisage-tournage, ses machines pour l’usinage d’arbres à cames et de vilebrequins. Ses clients apprécient non seulement la disponibilité élevée, mais aussi la compétence du fournisseur de solutions qu’est HELLERen matière de processusd’usinage. Devant lui-même faire face au quotidien aux évolutions de sa propre fabrication interne, le constructeur cherche en permanence à améliorer ses processus par une coopération étroite avec ses clients, fournisseurs et autres instituts de recherche.
Les opérations d’ébauche recèlent un grand potentiel
Werner Kirsten, responsable du développement technologique chez HELLER et expert en « matériaux difficiles à usiner », précise : « Notre offre comprend également l’optimisation des processus d’usinage,en collaborationavec nos clients et nos fournisseurs. Nous disposons d’ailleurs à notre Centre Technique de Nürtingen de machines adaptées pour effectuer les essais pratiques nécessaires». Dans la plupart des cas, il s’agit d’augmenter la productivité, sans pour autant compromettre la sécurité des processus. « Souvent nous atteignons cela grâce à des opérations d’ébauche optimisées réduisant au maximum les opérations de finition. », explique le technologue. « En règle générale, en maintenant les valeurs technologiques, une réduction de moitié de la surépaisseur de finition réduit de moitié le temps total d’usinage. Cependant, les conditions préalables pour cela sont des systèmes stables et maîtrisables. »
Dans ce contexte, il est indispensable de prendre en compte l’ensemble de la chaîne des processus en améliorant la productivité. Certes, la machine-outil est un composant dominant dans l’usinage, mais les outils, le serrage d’outils, l’alimentation en réfrigérant et d’autres éléments jouent aussi un rôle essentiel pour obtenir un usinage performant. « Au final, c’est le maillon le plus faible de la chaîne des processus qui limitera le succès », souligne Werner Kirsten. Selon lui, bon nombre d’usineurs ne portent pas assez d’attention aux porte-outils, alors que c’est surtout dans l’usinage à haute performance qu’ilfaut y attacher une importance particulière. « C’estle résultat de nombreux essais que nous avons effectués au cours de ces dernières années. » rapporte Werner Kirsten. « Nous avons constaté que le porte-outil peut influencer énormément le processus. En utilisant des porte-outils renforcés par exemple, le point d’oscillation sera situé beaucoup plus proche du point d’appui grâce à une masse plus importante. C’est ainsi que nous avons obtenu– avec le même outil, la même machine, les mêmes paramètres d’usinage et le même serrage - un processus bien plus stable avec moins de vibrations et une bien meilleure qualité de surface. »
Le serrage d‘outils – un facteur de productivité important
C’est donc en choisissant le bon porte-outil que de bons résultats peuvent être obtenus en termes de productivité et d’état de surface, même avec des outils standards simples. Werner Kirsten a par exemple réalisé des essais de comparaison avec un outil simple à quatre dents sans alimentation interne en réfrigérant. Comme alternative à un porte-outil de frettage standard, il choisit un porte-outil Power Shrink Chuck HAIMER avec système de refroidissement Cool-Flashpermettant au fluide lubrifiant de s’écouler directement sur l’outil jusqu’à la pointe. « En comparaison avec un porte-outil de frettage standard àalimentation externe en réfrigérant, nous avons pu obtenir des paramètres de processus nettement meilleurs. »
Une étude d’application à long terme a aussi eu lieu avec des responsables du secteur de l’aéronautique, des représentants de l’ISF de l’université technique de Dortmund (TU Dortmund) et de l’IMPT de l’université technique à Hambourg-Harburg (TU Hamburg-Harburg), qui ont été invités par HELLERà effectuer des essais pratiques de fraisage dans du titane Ti-6AI-4V.
Pousser les limites pour acquérir de nouvelles connaissances
Un centre d’usinage horizontal à quatre axes,HELLER H 5000a été mis à disposition pour effectuer de tels essais.Equipé d’une unité d’usinage fournissant un couple jusqu’à 2.290 Nm, il possède aussi une broche HSK-A 100.
Afin de démontrer les potentiels d’usinage, des rainures dans lamasse ont alors été fraisées dans une plaque en titane, avec des outils à quatre dents d’un diamètre D = 25mm. Les outils ont été serrés dans des porte-outils de frettage renforcés, comme il est de coutume de procéder dans l’industrie aéronautique et spatiale. Avec une profondeur de coupe axiale apde 0,5 à 1 x D, le processus d’usinage a été fiable.Mais la broche n’ayant été que faiblement mise à l’épreuve, les participantsaux essais ont convenu d’usinerdes rainures dans le plein avec ap = 2 x D. Werner Kirsten rapporte : « Avec cette sollicitation, l’outil s’est détaché du porte-outil pendant l’usinage. Ils’est déplacé en direction de la pièce et a généré une plongée jusqu’à une profondeur de 2,5 x D, correspondant à une profondeur de 62,5 mm. Après, l’outil s’est cassé suite à la sollicitation plus élevée. »
Les spécialistes en fraisage étaient unanimessur le fait que la force de serrage du mandrin limite le processus. Dès qu’elle est dépassée par la charge axiale et que des vibrations dues au processusse font ressentir, l’outil, en raison des efforts, se déplace du mandrin en direction de la pièce. En même temps, la pression de coupe devient de plus en plus forte, de telle sorte que l’outil finit par se casser et la pièce est irréversiblementendommagée.
Des causes éventuelles et des mesures préventives possibles furent ensuite l’objet de discussions intensives. Werner Kirsten en conclutque l’outil, en dépassant les forces de serrage, devrait se déplacer à guidage forcé en direction de la broche. Recherchant une solution adéquate, il finit par porter son attention au système Safe-Lock™ breveté par HAIMER. En effet, en plus de la complémentarité de force, celui-ci apporte une protection anti-extraction. Si l’outil se détachait dans les porte-outils standards, avec le système Safe-Lock™, il ne pourrait pas sortir de son logement grâce aux rainures hélicoïdales.De même, tout déplacement seraitévité en mettant la vis de butée réglable.
Agir contre l’extraction des outils
Werner Kirsten pris alors contact avec HAIMER, le leader européen de la technique de serrage d’outils, pour tester le système Safe-Lock™ : « Nous voulions savoir, si nos idées et la mise en œuvredu système HAIMER pouvait faire gage de pérennité dans la pratique. » L’ingénieur HELLER a ensuite renouvellé l’essai avec quelques conditions modifiées. Ainsi, une rainure du système Safe-Lock™ de
HAIMER a été intégrée dans des outils identiquesprécédemments utilisés. En outre, les responsables de l’essai ont réduit l’interface de HSK 100 à HSK 63 et ont,pour cela,utilisé un centre d’usinage cinq axes avec broche de transmission.Et pour encore compliquer la situation de l’usinage, la pièce a été serrée de biais dans l’espace de travail.
Le résultat: même dans de telles conditions extrêmes, l’outil a résisté à la sollicitation et la rainure dans le plein 2 x D = 50 mm a été produite en toute sécurité. Werner Kirsten commente : « Ainsi, nous pouvions prouver indirectement le fonctionnement du système Safe-Lock™ et les potentiels ouverts de la technologie de frettageen HSK-A 100, surtout sur les centres d’usinage cinq axes avec broche de transmission. » Par la suite, cetest en Ti-6Al-4V a été effectué plusieurs fois, entre autres au cours dusalon aéronautique international de Farnborough en Grande-Bretagne. Il a donc été prouvé que la limite qui était jusqu’à présent de 1 x D = 25 mm pour l’usinage dans la masse de rainures en titane a pu être multipliée par deux grâce au système Safe-Lock™.
Kirsten en conclut :«Pour des opérations d’ébauche, c’est vraiment une protection fiable. C’est pourquoi je considère le système Safe-Lock™ de HAIMER comme un plusdans la technologie de frettage. Il est facile à utiliser et fiable.Nous y recourons volontiers, surtout en combination avec de nombreux outils standardisés d’autres fabricants. »
Nombre de fabricants d’outils proposent aujourd’hui des produits Safe-Lock™
HAIMER ayant reconnu très tôt le grand potentiel du système Safe-Lock™,la société attribue dorénavant aux fabricants d’outils innovateursdes licences pour le système anti-extraction breveté. Et le succès n’est d’ailleurs plus à prouver chez les leaders comme Walter, Widia, SandvikCoromant, Seco Tools, Sumitomo, Kennametal, Helical, Emuge Franken, Data Flute, Niagara, OSG, SGS Tools et depuis peu Mapal.
Grâce à sa diffusion croissante et continue, le système Safe-Lock™ passe en quelque sorte pour être le nouveau standard « de facto » pour l’usinage lourd et d’ébauche. Aussi pour de nouvelles stratégies de fraisage tel l’usinage trochoïdal, le système Safe-Lock™ remplace le système de serrage obsolète Weldon.
Andreas Haimer, PDG du groupe HAIMER,explique quant à lui : « Avec notre système Safe-Lock™, nous avons trouvé une solution unifiant une concentricité élevée et une protection anti-extraction de 100%. Elle s’est établie désormais avec succès comme un standard,notamment dans le secteur aérospatial et en général en usinage lourd et d’ébauche. Aujourd’hui, pour de bonnes raisons, de plus en plus d’utilisateurs des stratégies trochoïdales passent au système Safe-Lock™. »
La productivité s’accroît nettement lors du fraisage trochoïdal moderne, où la vitesse de coupe et la profondeur de pénétration de l’outil sont augmentéesde manière significativegrâce au support logiciel.Toutefois, le risque de l’extraction des outils augmente en raison des efforts de coupe plus élevés, un risque auquel on était confronté jusqu’à présent avec des fraises et mandrins Weldon. Un porte-outil de frettage avec Safe-Lock™ offre cependant la même sécurité que Weldon et présente, de surcroît, l’avantage du serrage extrêmement précis. Cela devient visible lors du fraisage trochoïdal, où un copeau fin est usiné,mais en revanche, il est réalisé sur toute la longueur de l’arête de coupe. Les bonnes caractéristiques cinématiques et concentriques combinées avec la sécurité de serrage du système Safe-Lock™ offrent une durée de vie optimale de l’outil etun volume d’usinage élevé.





HAIMER. Ces fabricants offrent leurs outils en carbure monobloc avec le système Safe-Lock™ dans la queue d’outils.
HAIMER sur l‘AMB 2016: Hall 1, Stand C59
