
www.industrie-afrique-du-nord.com
04
'18
Written on Modified on
Tournevis à capteur avec une touche de finesse
Tout bricoleur sait de manière intuitive comment serrer une vis : il sent quand il faut arrêter de tourner. Cela est généralement suffisant dans des ateliers d'amateurs pour obtenir le couple de serrage approprié. En production industrielle, en revanche, la demande de sécurisation du vissage est bien plus grande car l'objectif est d'assurer que le produit final sera en état de fonctionner jusqu'à la fin de sa durée de vie.

Copyright: n-gineric gmbh
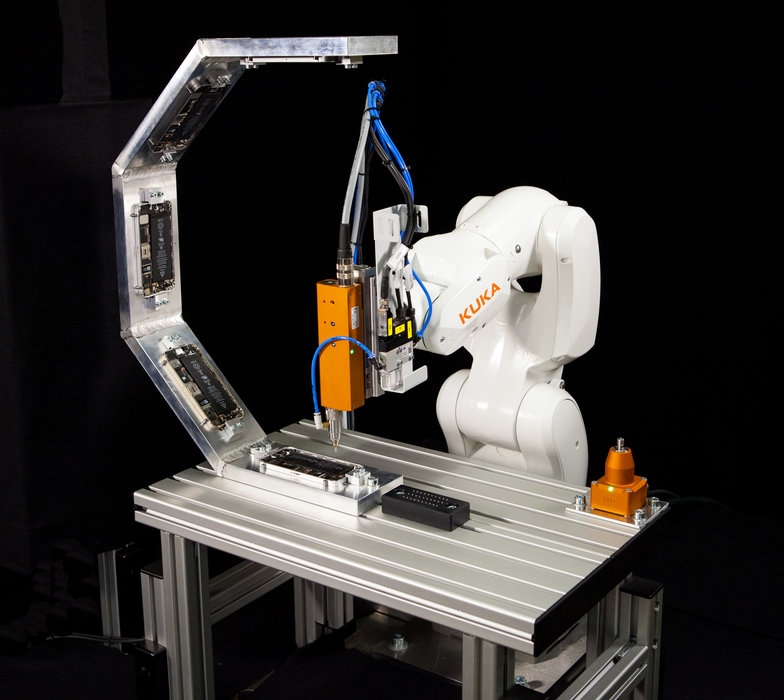
Les systèmes de tournevis à microcapteur de n-gineric peuvent être utilisés manuellement ou dans des systèmes d'automatisation. Ils sont conçus pour le montage en toute sécurité de vis extrêmement petites (à partir d'une taille de filet M 0.6) comme celles que l'on trouve dans les téléphones portables, les montres intelligentes ou les bracelets-montres « classiques ».
Les raccords vissés jusqu'à la taille M5 sont couverts par plusieurs tailles de broches filetées.

Montage de vis extrêmement petites, p. ex. dans les téléphones portables
Afin d'assurer que le processus de vissage est fiable, les broches filetées sont équipées d'un capteur de couple de rotation/d'angle de rotation intégré qui mesure avec une très grande précision le couple appliqué au raccord vissé et l'angle de rotation directement au-dessus du support de la lame de tournevis.
La mesure du couple est basée sur la mesure de la déformation à l'aide d'une jauge de contrainte. Un corps-capteur à rotation symétrique (de la forme d'une tige de mesure), constitué d'un alliage attaché entre le mandrin de la lame et l'entraînement FAULHABER, se déforme proportionnellement au couple appliqué, ce qui entraîne une modification de la résistance dans les jauges de contrainte. Cela produit un signal de mesure qui suit le couple, qui est préparé par voie électronique sur la tige de mesure rotative et numérisé à très haute résolution (24 bits).
L'alimentation électrique de l'électronique du rotor a lieu sans contact (induction) par un système de bobine, et indépendamment de cela, 2 000 mesures du couple par seconde sont transmises par voie opto-électronique sous la forme d'un code à bits sériel de l'électronique du rotor à celle du stator, où elles sont décodées, c'est-à-dire interprétées 1:1 sans perte.
« À ma connaissance, nous sommes la seule société à installer les capteurs de couple de rotation dans une broche filetée pour les petits couples avec une telle précision », indique Stefan Flaig, directeur général de n-gineric.
« Bien sûr, le moteur et le réducteur jouent un rôle extrêmement important dans ces systèmes », souligne Stefan Flaig. « Nous avons besoin d'une puissance très élevée dans de très petites dimensions et d'une quantité d'éléments dynamiques considérables car un contrôle rapide du couple et de la vitesse est nécessaire pour chaque processus de vissage au sein d'une séquence de vissage. »
L'unité d'entraînement FAULHABER avec moteur sans balais et réducteur planétaire fournit les performances idéales pour cela.

« Nous obtenons des cycles très courts grâce à la très grande capacité d'accélération des entraînements, pour une productivité excellente. L'entraînement sans balais FAULHABER a également pour particularité une durée de vie extrêmement longue, ce qui fait du système de vissage une solution appropriée pour une production de masse 24h/24 et 7 jours/7. »
Pour les raccords vissés jouant un rôle de sécurité capital dans le secteur automobile en particulier (connexions filetées de classe de risque A, directive 2862 du VDI [Association des ingénieurs allemands]), les tournevis doivent être équipés de systèmes de capteurs mesurant au moins une variable de contrôle, explique Stefan Flaig. « Nous mesurons directement le couple et l'angle de rotation, notre troisième variable est redondante car nous relevons simultanément le courant du moteur. Cette solution est utilisée pour une autosurveillance ininterrompue de l'intégrité du système. »
Pour le vissage entièrement automatique, un tournevis à capteur comme celui-ci est le meilleur choix puisqu'il préserve le processus-clé du système d'automatisation.
Les processus de vissage difficiles à contrôler avec très peu de marge de manœuvre entre la vis pas assez serrée (sans force de serrage) et la destruction du raccord vissé (rotation excessive) peuvent être maîtrisés au moyen d'un vissage de précision par étapes. Les pièces défectueuses causent des erreurs de vissage qui peuvent être détectées de manière fiable à l'aide de plusieurs fenêtres de paramètres superposées durant la séquence de vissage (production sans erreurs).
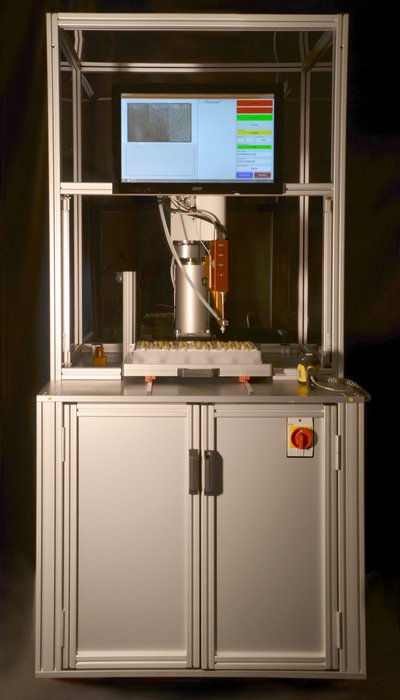
Une très grande valeur a été accordée à la fabrication d'un système intuitif et simple à utiliser à l'aide d'un logiciel Windows. Ce dernier sert à programmer les paramètres, permet de profiter d'un processus transparent en affichant les courbes de vissage en temps réel et fournit les meilleures options possibles pour la documentation des données relatives au processus.
En combinant un système d'automatisation de vissage avec un capteur de couple stationnaire intelligent avec simulateur de chute de vis, la vérification cyclique automatique des capacités du système de vissage, par exemple chaque jour avant le début d'un poste, est devenue possible.
